Non scellé - Etanche
Pas de garniture mécanique ni de pièces rotatives en contact avec le fluide ; le risque de fuite dû aux garnitures est éliminé.
Application sectorielle
Solutions de pompes pneumatiques à membrane étanches et conformes à la norme ATEX pour les produits chimiques acides, basiques, solvants et corrosifs.
Industrie chimique
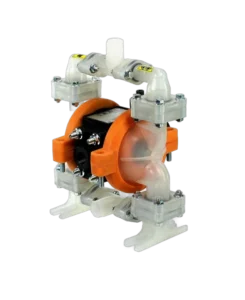
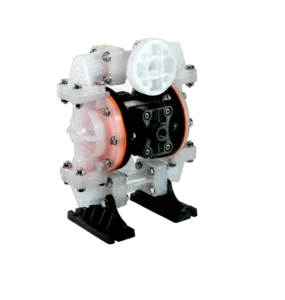
Dans l'industrie chimique, les fluides sont souvent corrosifs, toxiques ou inflammables, de sorte que la moindre fuite dans la pompe constitue un risque pour la sécurité et l'environnement. Les pompes pneumatiques à membrane (AODD) se distinguent dans ce secteur : elles sont étanches car elles ne contiennent pas de garnitures mécaniques ni de pièces rotatives en contact avec le fluide, elles ne génèrent pas d'étincelles car elles fonctionnent à l'air et non à l'électricité, et elles peuvent être utilisées en toute sécurité dans des environnements explosifs (ATEX).
La nature chimique, la concentration, la température et la viscosité du fluide déterminent le matériau du corps et de la membrane. Les corps en PP et PVDF offrent une résistance élevée aux acides et aux alcalis, tandis que la membrane en PTFE offre une longue durée de vie aux solvants et à une large gamme de produits chimiques. La combinaison correcte des matériaux doit être vérifiée à l'aide du tableau de compatibilité chimique.
Pumpport répond aux besoins de transfert, de dosage et de décharge des usines chimiques avec des options de corps en PP, PVDF et SS316L, des alternatives de membranes en PTFE/EPDM/Santoprène et des modèles certifiés ATEX.
Avantages
Pas de garniture mécanique ni de pièces rotatives en contact avec le fluide ; le risque de fuite dû aux garnitures est éliminé.
Comme il fonctionne à l'air, il ne produit pas d'étincelles. Certifié Ex pour les atmosphères explosives de la zone 1 et de la zone 2.
Le corps en PP, PVDF, SS316L et la membrane en PTFE/EPDM/Santoprène sont sélectionnés en fonction du fluide transporté.
Il continue à fonctionner sans dommage lorsque le réservoir est vide ou que la vanne de sortie est fermée.
Domaines d'application
Transfert en toute sécurité d'acides et de bases dilués et concentrés avec un corps en PP/PVDF.
Fonctionnement étanche et de longue durée avec une membrane en PTFE dans les solvants et les solvants.
Décharge sûre et auto-amorçante des fûts, des IBC et des réservoirs.
Alimentation échelonnée, à haute pression et à tolérance stricte des filtres-presses.
Débit réglable par pression d'air pour la prescription de lots et de dosages.
Sélection des matériaux
| Type de fluide | Corps recommandé | Diaphragme |
|---|---|---|
| Acide et base dilués-moyens | PP | PTFE / EPDM |
| Acides forts, halogènes, oxydants | PVDF | PTFE |
| Solvants (cétone, aromatique) | PVDF / SS316L | PTFE |
| Particules corrosives / contenant des produits chimiques | SS316L | Santoprène / PTFE |
Produits recommandés
Questions fréquemment posées
Centre d'information
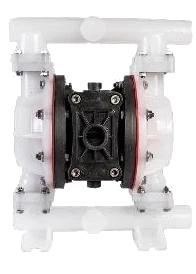
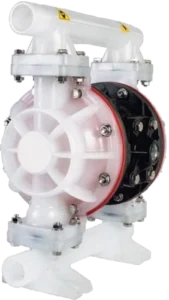
Corps en PP ou PVDF, 7 bar, 16–894 lpm. Premier choix si la résistance chimique est prioritaire.
RévisionRésumé de la résistance chimique pour les corps en PP, PVDF, aluminium, SS316L et les membranes en PTFE, EPDM, NBR.
RévisionDirective sur les atmosphères explosives, classification des zones et exigences du certificat Ex.
RévisionVérifier la résistance chimique du corps de la pompe et du matériau de la membrane comme A/B/C/D dans le tableau.