Unsealed - Leakproof
No mechanical seal and no rotating parts in contact with the fluid, eliminating the risk of leakage due to packing.
Sector Application
Sealed, ATEX compliant air diaphragm pump solutions for acids, bases, solvents and corrosive chemicals.
Chemical Industry
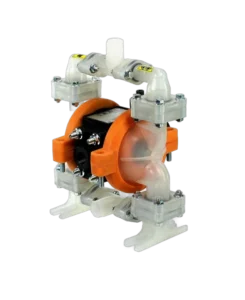
In the chemical industry, fluids are often corrosive, toxic or flammable, so even the smallest leak in the pump means safety and environmental risk. Air diaphragm (AODD) pumps stand out in this sector: they are leak-proof as they have no mechanical seals and no rotating parts in contact with the fluid, they do not generate sparks as they are powered by air instead of electricity, and they can be used safely in explosive (ATEX) environments.
The chemical nature, concentration, temperature and viscosity of the fluid determine the body and diaphragm material. PP and PVDF bodies provide high resistance to acids and alkalis, while the PTFE diaphragm offers long life operation for solvents and a wide range of chemicals. The correct material combination should be verified from the chemical compatibility table.
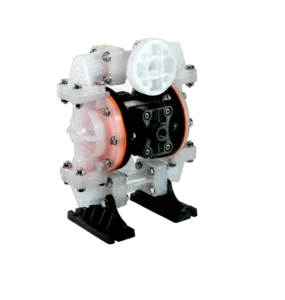
Pumpport meets the transfer, dosing and discharge needs of chemical plants with PP, PVDF and SS316L body options, PTFE/EPDM/Santoprene diaphragm alternatives and ATEX certified models.
Advantages
No mechanical seal and no rotating parts in contact with the fluid, eliminating the risk of leakage due to packing.
Since it works with air, it does not produce sparks; Ex certified for Zone 1 and Zone 2 explosive atmospheres.
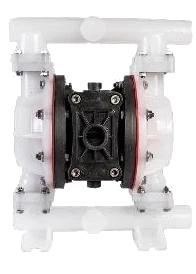
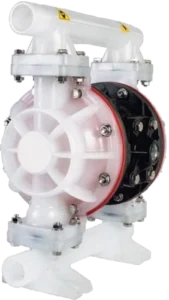
PP, PVDF, SS316L body and PTFE/EPDM/Santoprene diaphragm are selected according to the fluid transported.
It continues to operate without damage when the tank is empty or the outlet valve is closed.
Application Areas
Safe transfer of dilute-concentrated acids and bases with PP/PVDF body.
Sealed, long life operation with PTFE diaphragm in solvents and solvents.
Safe self-priming discharge from drums, IBC and tote tanks.
Staggered, high-pressure and strict tolerance feed to filter presses.
Adjustable flow rate with air pressure for prescription batch and dosing.
Material Selection
| Fluid Type | Recommended Body | Diaphragm |
|---|---|---|
| Dilute to medium acid and base | PP | PTFE / EPDM |
| Strong acid, halogen, oxidizer | PVDF | PTFE |
| Solvents (ketone, aromatic) | PVDF / SS316L | PTFE |
| Corrosive / chemical containing particles | SS316L | Santoprene / PTFE |
Recommended Products
Frequently Asked Questions
Information Center
PP or PVDF body, 7 bar, 16–894 lpm. First choice if chemical resistance is a priority.
ReviewChemical resistance summary for PP, PVDF, aluminum, SS316L body and PTFE, EPDM, NBR diaphragm.
ReviewExplosive atmosphere directive, Zone classification and Ex certification requirements.
ReviewCheck the chemical resistance of the pump casing and diaphragm material as A/B/C/D from the table.